Rothenberger ROWELD P250-630B Plus Premium – page 11
Manual for Rothenberger ROWELD P250-630B Plus Premium
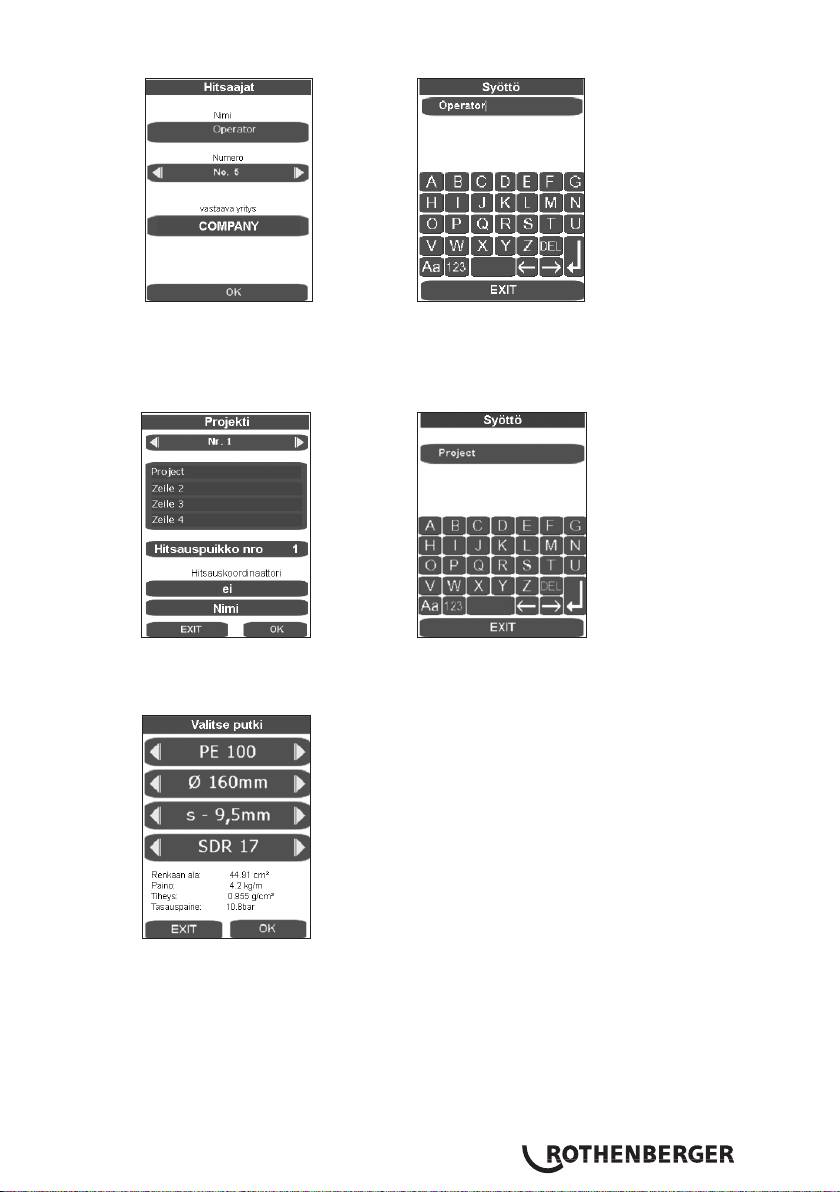
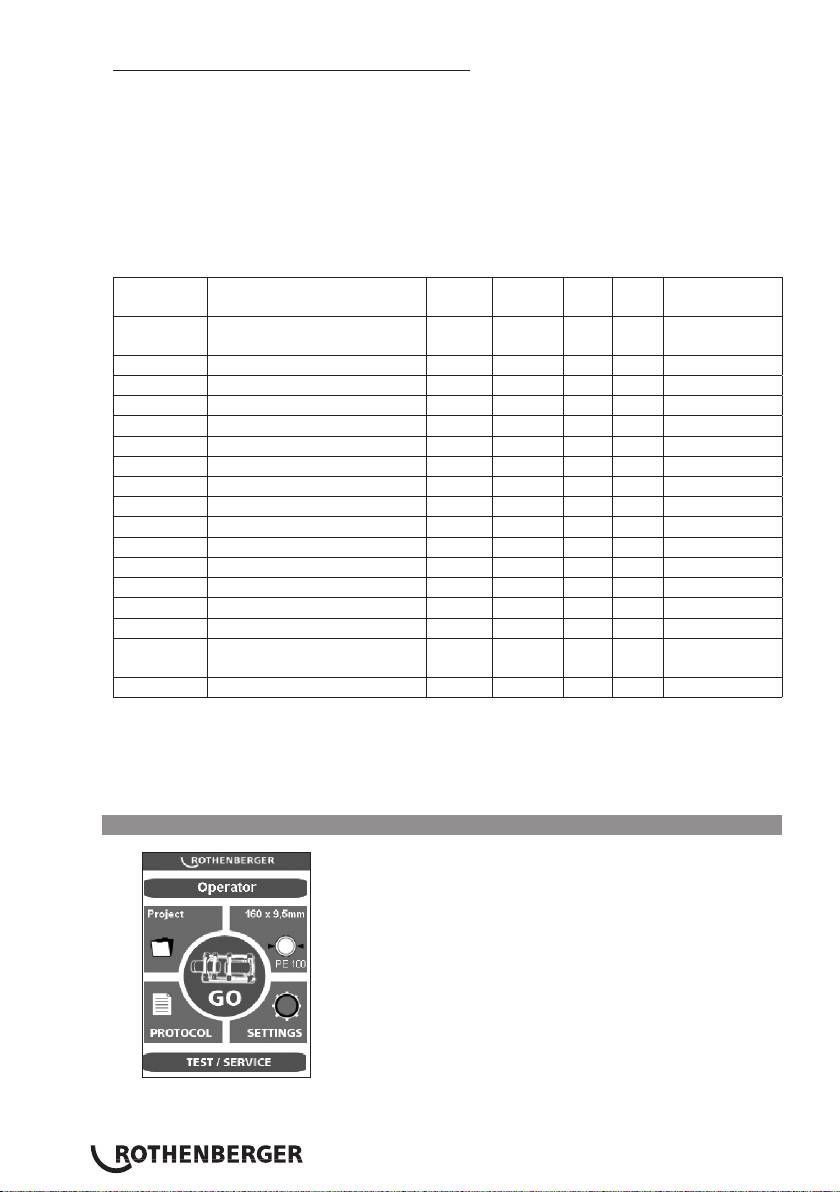
Anna tai valitse hitsaajan nimi „Operator“.
Syöttölomakkeella voidaan valita tallennetut hitsaajat, lisätä uusien hitsaajien nimet tai poistaa
olemassa olevia DEL painikkeella ja sen jälkeen syöttää uudestaan. Kaikki syöttölomakkeet
vahvistetaan ja tallennetaan ENTER tai OK-painikkeella ja otetaan käyttöön seuraavassa
ohjelmavaiheessa. EXIT-painikkeella syöttölomaketta suljetaan ilman tietojen tallennusta.
Projektin luominen tai valitseminen.
Syöttölomakkeilla voidaan valita tallennetut projektit sekä nimeä projektit uudelleen.
Sulkeminen ja tallennus ENTER-painikkeella.
Putken valinta.
Valitse haluttu putki nuolinäppäimillä ja vahvista painamalla OK.
SUOMI 199
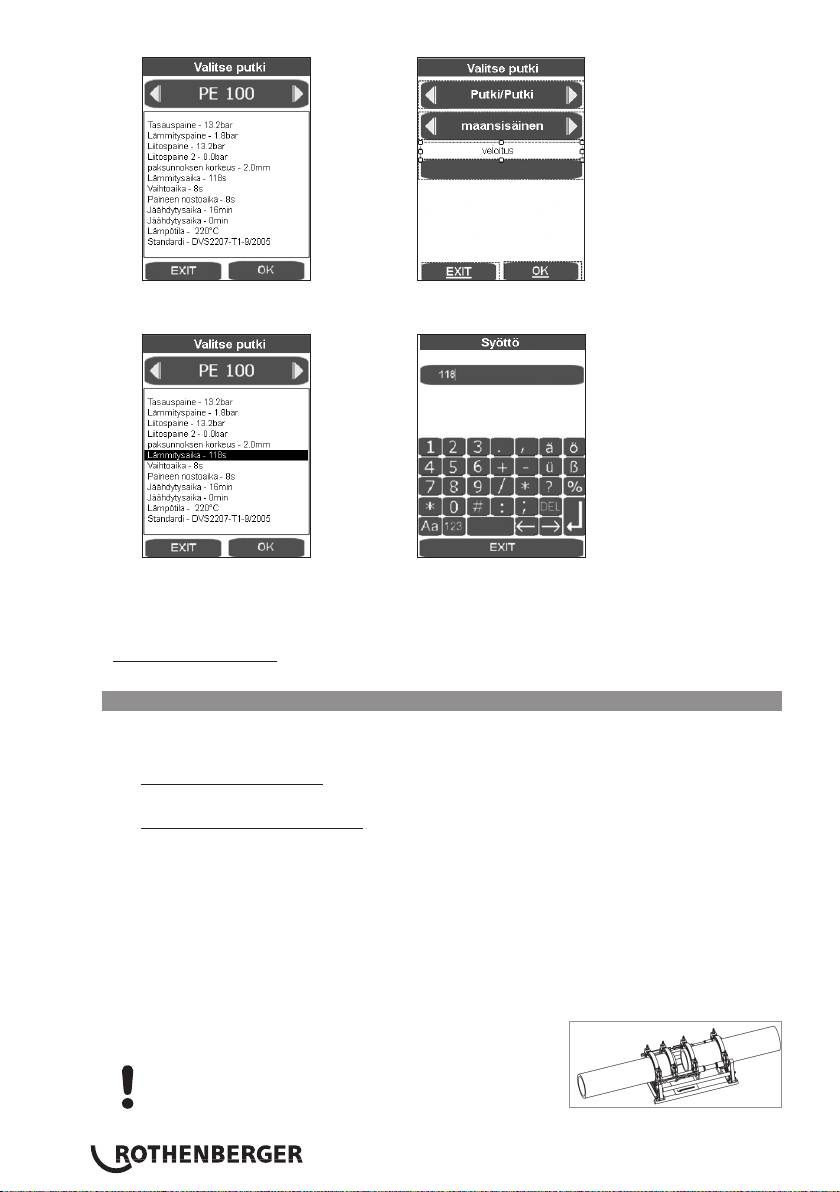
Tässä viimeisessä putkiparametrien katsauksessa putkitietoja näytetään DVS-ohjesäännön
mukaisesti. Painamalla OK avautuu ikkuna hitsausosista ja asennustavasta.
Painamalla kyseistä näyttökenttää voidaan suorittaa normeista poikkeavat muutokset ja
tallentaa näitä ENTER painikkeella. Kohdassa Normi muuttuu silloin nimi, jota voi myöhemmin
myös merkitä kenttään huomautus ennen kuin protokolla printataan ulos PC:llä. Sen jälkeen
kuin putkien tiedot on vahvistettu ja tallennettu OK painikkeella, päävalikko tulee esille.
P500-630/18-24B Plus: Käytä nostoyksikkö tuotenumerolla 53410 (P500/18B) tai 53323
(P630/24B-Plus), tai muu sopiva työkalu jyrsinyksikön ja lämpöelementin nostamiseksi.
3.2.2 Valmistelevat toimenpiteet ennen hitsausta
Putkille jotka ovat pienempiä kuin koneen suurin hitsausläpimitta täytyy tarvikkeisiin sisältyvillä
kuusioruuveilla asentaa pienennysholkki joka sopii sille putkikoolle jota on tarkoitus työstää.
ROWELD P250-355/8-12B: jokainen koostuu 6:sta puolikuoresta leveällä ja 2:sta puolikuoresta
kapealla kiristyspinnalla
ROWELD P500-630/18-24B Plus: läpimittaan 450mm asti jokainen koostuu 6:sta
puolikuoresta leveällä ja 2:sta puolikuoresta kapealla kiristyspinnalla, alk. 500mm 8:sta
puolikuoresta leveällä kiristyspinnalla.
Huomioi että puolikuoreet kapealla kiristyspinnalla tulisi käyttää molemmissa uloimmissa ja
alemmissa peruskiristyselementeissä. Vain silloin kun putki /putkikaari -liitoksia tehdään näitä
käytetään vasemmassa peruskiinnityselementissä ylhäällä ja alhaalla.
Aseta muoviputket tai putkiosat jota on tarkoitus hitsata kiristimeen (käytä pukkeja jos
putki on yli 2,5m pitkä) ja kiristä messinkimutterit ylemmillä kiristystyökaluilla. Putkien
epäpyöreyksiä voi tasoittaa kiristämällä tai löysäämällä messinkimuttereita.
Putki / putki – liitoksien kohdalla välikappaleet täytyy olla
lukittuina molemmissa vasemmanpuoleisissa
kiristyselementeissä (toimitustila).
Huomio: Välikappaleita ei missään tapauksessa saa
asentaa vinossa asennossa!
Yksittäiset putket pidetään paikallaan kahden kiristyselementin avulla.
SUOMI200
Putki / sovite P250-355/8-12B:
Putki / sovite – liitoksien kohdalla välikappaleet täytyy olla
lukittuna molemmissa kesimäisissä kiristyselementeissä ja
lämpöelementin ulosvetolaite täytyy ripustaa
vasemmanpuoleisilla kiinnityselementeillä.
Huomio: Välikappaleita ei missään tapauksessa saa
asentaa vinossa asennossa!
Putki asetetaan kolmeen kiristyselementtiin ja yksi kiristyselementti pitää sovite paikallaan.
Tällöin siirrettävä kiristyselementti voidaan siirtää tangolla sen mukaan miten paljon tilaa
tarvitaan kiristäessä ja hitsattaessa.
Kun tiettyjä sovitteita työstetään tietyissä asennoissa, esim. kaarteita vaakasuorassa tai
laippoja, lämpöelementin ulosvetolaite on pakko poistaa.
Putki / sovite P500-630/18-24B Plus:
Putki / sovite – liitoksien kohdalla välikappaleet täytyy kääntää
ja lukita kesimäisessä kiristyselementeissä.
Huomio: Välikappaleita ei missään tapauksessa saa
asentaa vinossa asennossa!
Putki asetetaan kolmeen kiristyselementtiin ja yksi kiristyselementti pitää sovite paikallaan.
Tällöin siirrettävä kiristyselementti voidaan siirtää tangolla sen mukaan miten paljon tilaa
tarvitaan kiristäessä ja hitsattaessa.
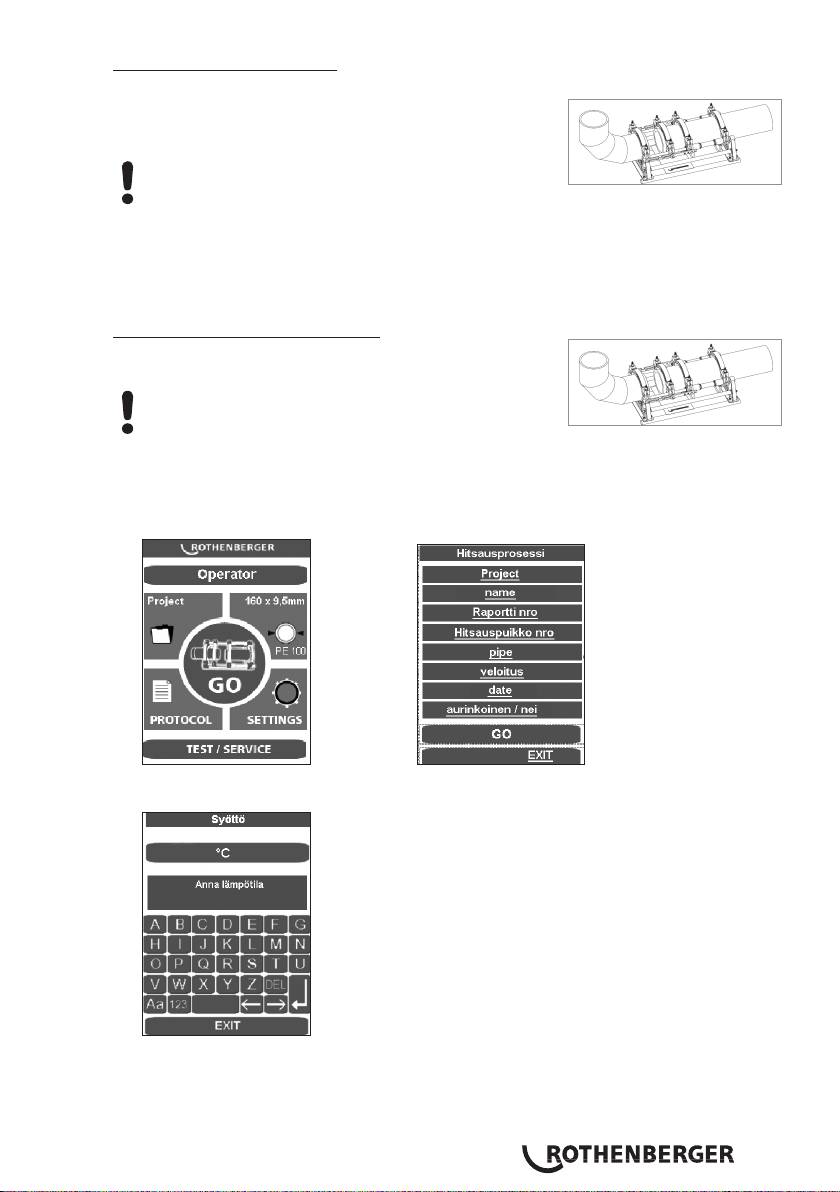
Käynnistä hitsausprosessi painamalla GO.
Tässä viimeisessä katsauksessa voidaan tehdä viimeisiä muutoksia napauttamalla kyseistä
alakohtaa, vahvista painamalla GO.
Anna lämpötila ja vahvista enterillä. Jos et antanut lämpötilaa oikein, näytetään:
SUOMI 201
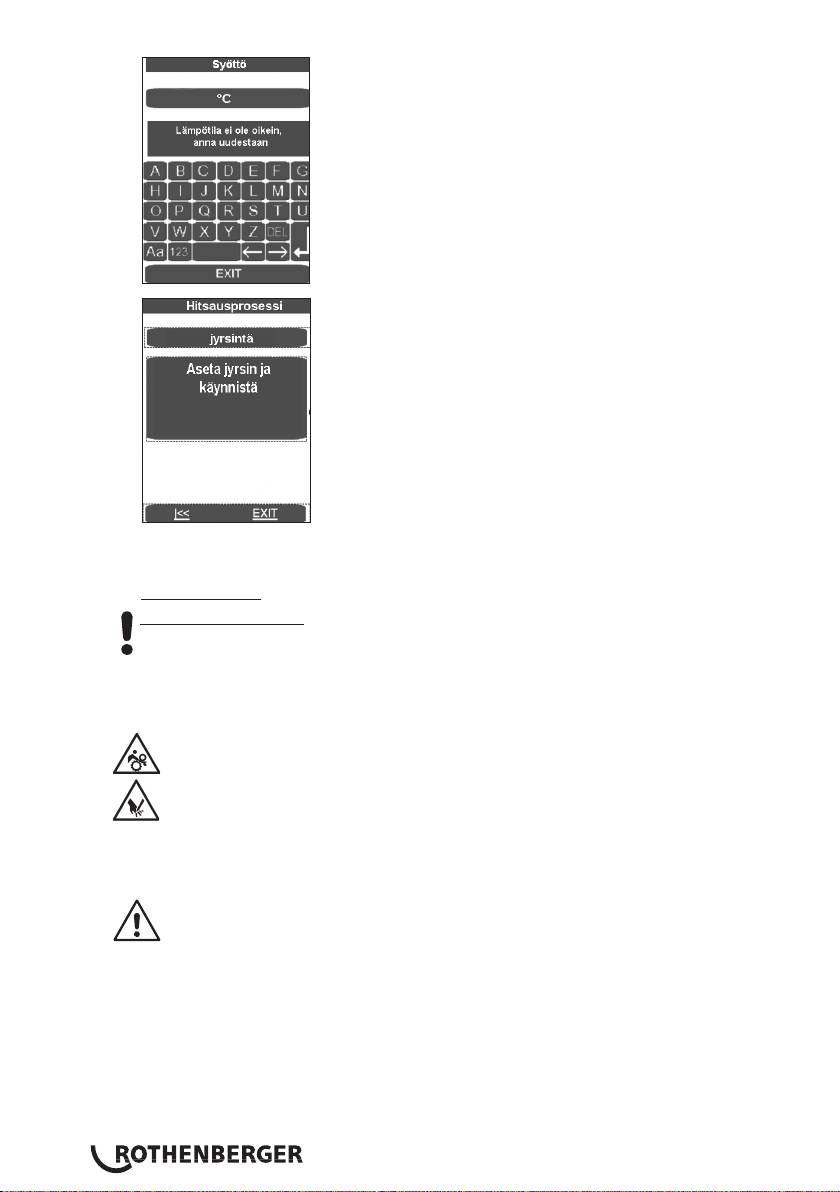
Nuolinäppäimillä kone ajaa ylös, EXIT siirtää ohjelman tallentamatta päävalikkoon.
Sähkökäyttöisen jyrsinyksikön käyttö hitsattavien työkappaleiden välissä.
P250-355/8-12B: Kytke jyrsinmoottori päälle ja lukitse kytkin.
P500-630/18-24B Plus: Tarkista pyörimissuunnat! Valmistuksessa koneet on kytketty
pyörimään oikealle.
Paina jyrsinyksikön päälle kytkemiseksi painikkeet (10) ja(5) hydrauliikkayksiköllä.
Jyrsinlevyt täytyy pyöriä leikkaussuuntaan. Vaihda muussa tapauksessa sopivalla työkalulla
vaiheenkääntimen asetus verkkopistokkeessa.
Loukkaantumisvaara! Pidä turvallinen etäisyys koneeseen kun jyrsinlaite on
käynnissä ja älä kosketa pyöriviä teriä. Käytä jyrsin ainoastaan työasennossa ja
aseta se käytön jälkeen takaisin siihen tarkoitettuun säilytyslaatikkoon. Jyrsimen
turvallisuusjärjestelmien toimivuus täytyy aina olla varmistettu, jotta tahattomilta
käynnistyksiä koneen ulkopuolella ei tapahdu.
Kiristyselementtien yhteen ajaminen (Paina painikkeet 10 + 11). Aseta jyrsimen paine
säätimellä (4) . Vakiona 20 baari on mahdollista, mutta jyrsimen paine voi nostaa jopa 40
baariin, katso kohta 3.5.
Liian korkea jyrsinpaine saattaa aiheuttaa jyrsimen käyttömoottorin
ylikuumentumisen ja vaurioitumisen. Jos jyrsin ylikuormittuu tai sen moottori
pysähtyy, aja kone auki ja aseta paine pienemmälle (katso kohta 3.5).
Kun jyrsinlastut tulevat tauotta jyrsijästä ja niiden paksuus on < = 0,2mm, paina Jyrsintä-
painiketta (5) ja avaa kiristyselementit (paina painikkeet 10 + 8).
SUOMI202
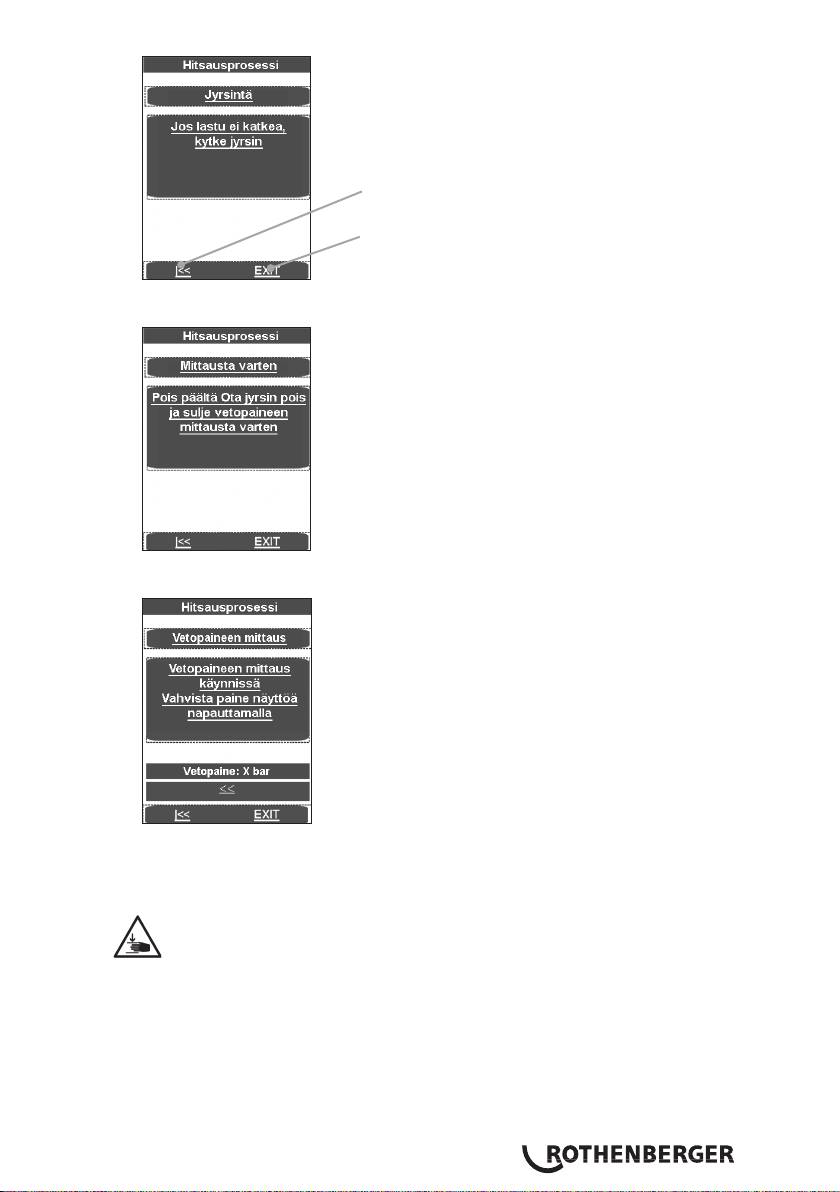
Nuolinäppäimillä ohjelma siirtyy takaisin "Aseta
jyrsin.."
EXIT-painikkeella ohjelma palaa tietoja tallentamatta
päävalikkoon.
Odota kunnes jyrsinlevyt ovat pysähtyneet. Poista jyrsinyksikkö peruskoneesta ja aseta se
säilytyslaatikkoon.
Aja työkappaleet yhteen pienellä paineella (paina painikkeet 10 + 11) ja aseta päästöpaine
säätimellä (4).
Paina näyttöä kun koneen nopeus hiljenee. Mitattu päästöpaine lisätään automaattisesti
sulatus-, jälkilämmitys- ja hitsauspaineeseen.
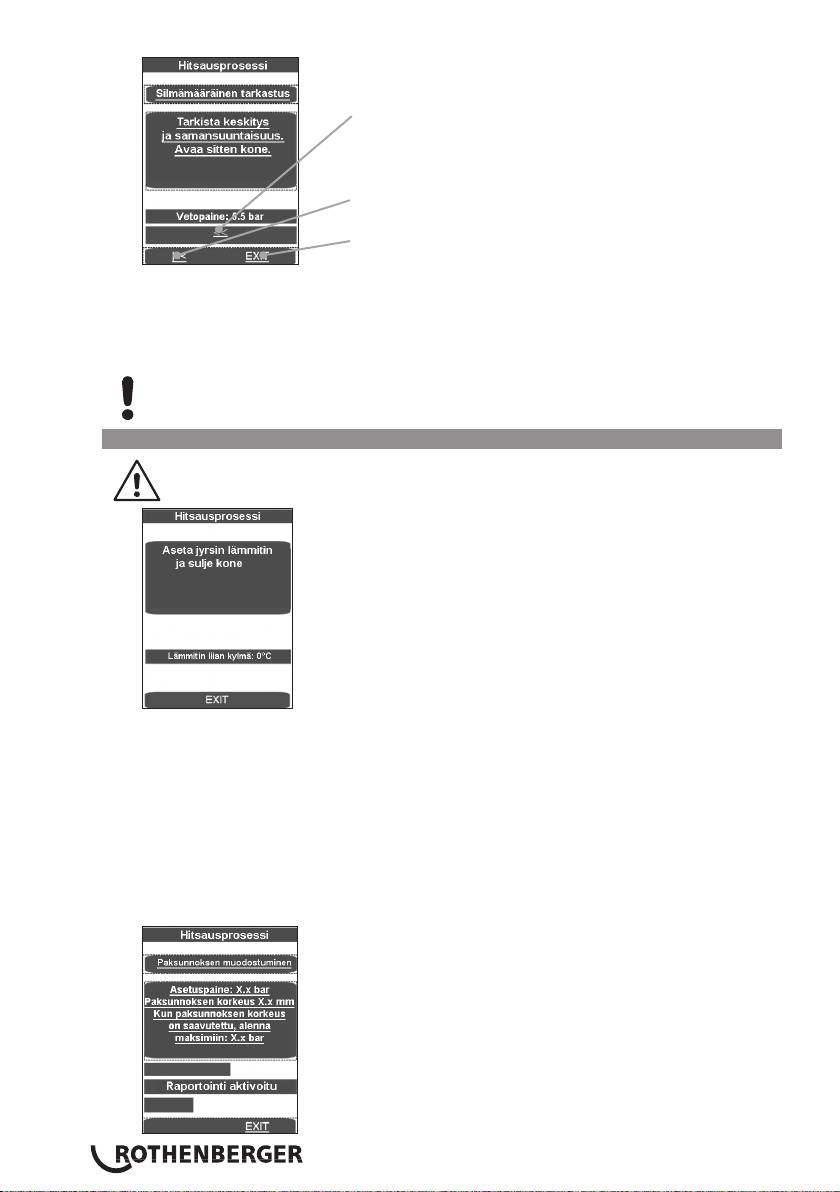
Aja kiristyselementit yhteen, säädä sopiva paine putken mukaan ja tarkista että työkappaleet
ovat tiukasti kiinni kiristystyökaluissa.
Pidä turvallinen etäisyys koneeseen, älä aseta jalkoja tai käsiä sen sisälle. Pidä
muut henkilöt poissa työalueesta.
SUOMI 203
Nuolinäppäimillä ohjelma palaa takaisin "Vetopaineen
mittaus"
Nuolinäppäimillä ohjelma siirtyy takaisin "Aseta
jyrsin..."
EXIT-painikkeella ohjelma palaa tietoja tallentamatta
päävalikkoon.
Tarkista että hitsauspinnat ovat suoria, yhdensuuntaisia ja akselisuunnassa ilman siirtymää.
Jos näin ei ole, jyrsintä täytyy suorittaa vielä kerran. Akselinsuuntainen siirtymä
työkappalepäissä ei saa (DVS:n mukaan) ylittää 10 % putkiseinän paksuudesta ja suurin
sallittu ero suorien pintojen välillä on 0,5 mm. Poista mahdolliset lastut putkesta puhtaalla
työkalulla (esim. pensseli).
Ota huomioon! Pinnat jotka on jyrsitty ja valmisteltu hitsausta varteen ei saa koskettaa
käsillä ja niissä ei saa olla minkäänlaisia epäpuhtauksia!
3.2.3 Hitsausprosessi
Puristumisvaara! Pidä aina turvallinen etäisyys koneeseen kun kiristystyökalut ja
putket ajetaan yhteen. Älä ikinä seiso koneen päällä!
Maskissa näytetään lämmityslevyn lämpötila.
Näyttöpalkki näkyy sinisenä kun lämpötila on liian alhainen, punaisena kun se on liian korkea
ja kun se on oikean alueen sisällä se on vihreä.
Aseta lämpöelementti työkappaleiden väliin peruskoneessa ja pidä huoli siitä, että
lämpöelementin kiinnikkeet sijaitsevat ulosvetolaitteen lovissa.
Aja kone yhteen, sulatuspaine asetetaan automaattisesti ja pidetään.
Nyt kaikki hitsausparametrit tallennetaan ja protokollointi aktivoidaan.
Jos hitsaaminen keskeytetään komennolla EXIT, näytetään ilmoitus „Käyttäjä keskeytti
toiminnon“, paine lasketaan pois ja hitsausparametrit tallennetaan. Kuittaa ilmoitus
napauttamalla OK. Ohjelma siirtyy päävalikkoon.
SUOMI204
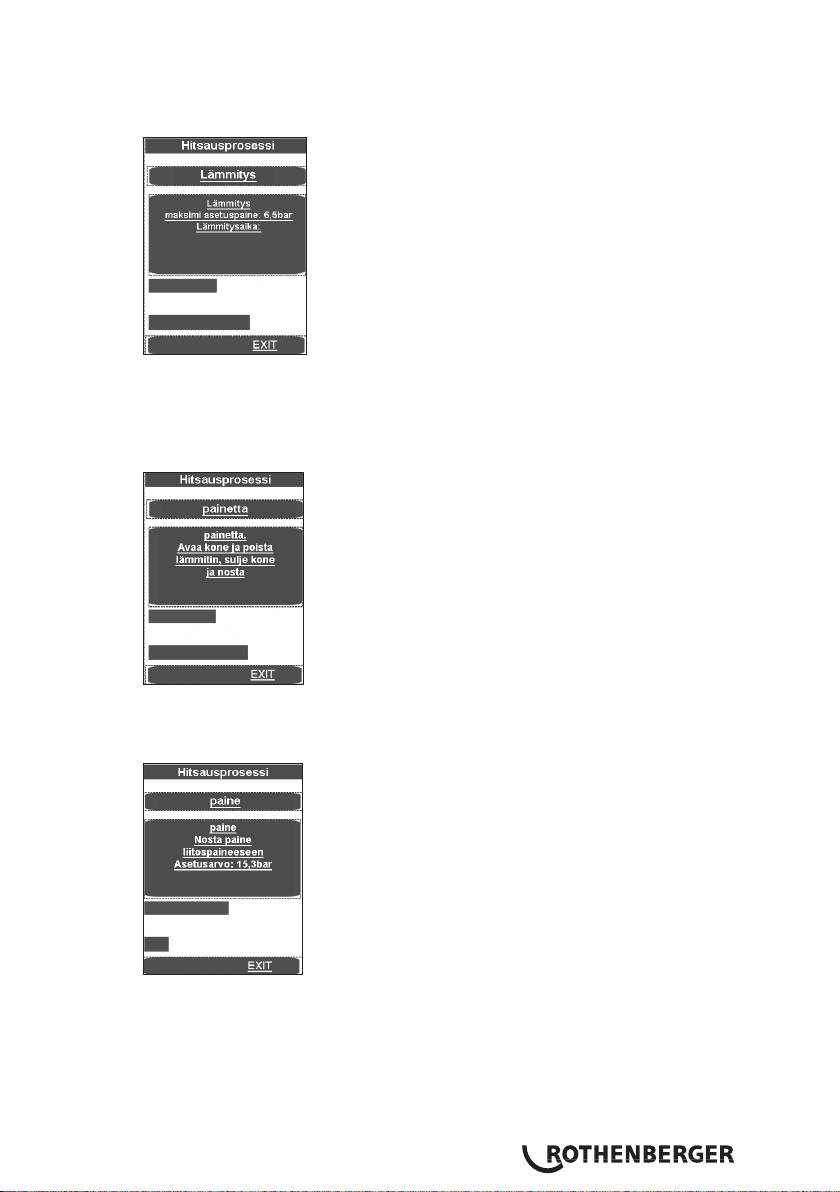
Ylempi palkki osoittaa, onko paine oikealla alueella (vihreä), sallitulla toleranssialueella
(keltainen) vai toleranssin ulkopuolella (punainen). Tosiasiallinen paine näytetään näytössä (2).
Laske paine pois automatiikka-näppäimellä (1), kun tarvittava paksunnoskorkeus on
saavutettu tasaisesti koko putken ympäryksellä. Lämmitysaika t1 alkaa.
Aseta paine siten, että työkappaleen päät vielä koskettavat lämpöelementtiä tasaisesti, mutta
lähes ilman painetta.
Juuri ennen jälkilämmitysajan loppua kuuluu äänisignaali.
Aja työkappaleet toisistaan kun jälkilämmitysaika on ohi, poista lämpöelementti ja aja
työkappaleiden päädyt yhteen.
Pysäytä työkappaleiden liike vähän ennen (n. 1 cm) kuin niiden päät koskettavat toisiaan
vapauttamalla näppäin. Paina näppäintä sitten heti uudelleen.Painetta nostetaan lineaarisesti
tarvittavaan hitsauspaineeseen.
Kun hitsauspaine on saavutettu ohjelma siirtyy automaattisesti hitsausprosessiin ja ajastin t4
käynnistyy.
SUOMI 205
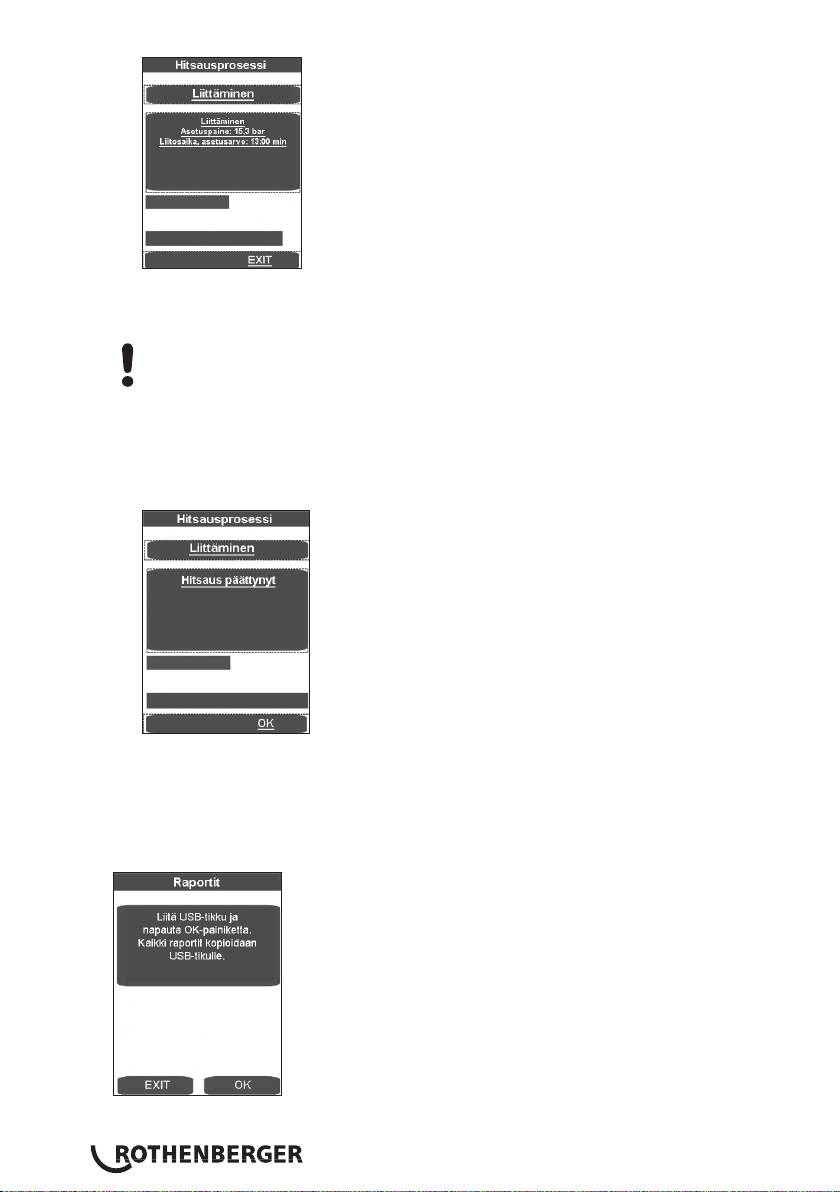
Ylempi palkki osoittaa, onko paine oikealla alueella (vihreä), sallitulla toleranssialueella
(keltainen) vai toleranssin ulkopuolella (punainen). Alempi näyttää ajan kulku. Tosiasiallinen
paine näytetään näytössä (2) ja jäljellä oleva hitsausaika t4, näytössä (9).
Huomio: Pidä painikkeet vapautus (10) ja kone kiinni (11) painettuina niin kauan että
hitsauspaine on saavutettu, sen jälkeen hydrauliikka suljetaan ja painikkeista voi päästä irti.
Jolloin painetta tarkkaillaan ja säädetään tarvittaessa. Tarkista hydrauliikkajärjestelmä mikäli
lisää painetta joudutaan pumppaamaan liian usein (korkea paineen menetys).
Aseta lämpöelementti takaisin säilytyslaatikkoon
Kun jäähdytysaika on päättynyt, hitsausprosessi lopetetaan ja tallennetaan. Kuuluu merkkiääni
ja paine lasketaan pois automaattisesti.
Sulje hitsaus-valikko napauttamalla OK.
Laske paine kokonaan pois näppäimellä (3).
Irrota hitsatut työkappaleet ja poista niitä.
Aja peruskone erillään. Kone on valmis seuraava hitsausjaksoa varteen.
Protokollan siirto:
Valikkokohdassa Protokolla näitä voidaan, mikäli USB-tikku on liitetty, tallentaa painamalla OK.
SUOMI206
Ikkuna sulkeutuu sen jälkeen automaattisesti.
Tätä lokitiedostoa voi muokata tietokoneella ja ROTHENBERGER Dataline 2 -ohjelmalla.
Kaikki tarvittavat hitsausparametrit ovat otettavissa mukana tulevista hitsaustaulukoista.
3.2.4 Käytön lopettaminen
Sulje hydrauliikkayksikkö painikkeella (6).
Anna lämpöelementin jäähtyä tai säilytä se sellaisessa paikassa, että sen lähellä
olevat aineet ei voi syttyä palamaan!
Vedä jyrsinyksikön, lämpöelementin ja hydrauliikkayksikön pistokkeet pistorasioista ja kelaa
kaapelit kokoon.
Kuljeta ja säilytä hydrauliikkayksikkö ainoastaan vaaka-asennossa, jos se on
kallellaan öljy vuotaa ulos täyttö- ja mittausaukosta!
Kytke hydrauliikkaletkut irti ja kelaa rullalle.
Huomio! Suojaa liittimet lialta!
3.3 Yleiset edellytykset
Koska sää- ja ympäristötekijät vaikuttavat hitsausprosessiin merkittävällä tavalla, DVS 2207
ohjesäännöt osa 1, 11 ja 15 on ehdottomasti noudatettavaa. Saksan ulkopuolella vastaavat
kansalliset määräykset ovat voimassa.
(Hitsaustyöt täytyy koko ajan valvoa huolellisesti!)
3.4 Tärkeitä informaatioita hitsausparametreista
Kaikki tarvittavat hitsausparametrit löytää DVS 2207 - ohjesäännöistä osa 1, 11 ja 15. Saksan
ulkopuolella vastaavat kansalliset määräykset ovat voimassa.
Hankinta: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Sähköposti: media@dvs-hg.de Internet: www.dvs-media.info
Yksittäistapauksissa täytyy ehdottomasti hankkia putkivalmistajan materiaalikohtaiset
työstöparametrit.
Arvot liitetyissä hitsaustaulukoissa ovat viitearvoja joista ROTHENBERGER ei ota vastuuta!
Hitsaustaulukossa annetut sulatus - ja hitsauspaineen arvot lasketaan seuraavan kaavan
mukaisesti:
Hitsauspinta A [mm²] x Hitsauskerroin SF [N/mm²]
Hitsauspaine P [bar] =
Sylinteripinta Az [cm²] x 10
Hitsauskerroin (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(Kokonaissylinteripinta koneelle ROWELD P 250/8 B on 6, 26 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 355/12 B on 6, 26 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 500/18 B ja P 630/24 B on 14, 13 cm²)
(Kokonaissylinteripinta koneelle ROWELD P 630/24 B Plus on 22, 38 cm²)
3.5 Parametrien asetus
Parametrien asetus oikeutuksilla „Hitsaaja“:
Paina säädintä (4) pitkään (noin 3 s), kunnes P001 ylemmässä näytössä (2) vilkkuu.
Valitse säätimellä (4) haluttu parametri P001 - P009. Jos tätä arvoa pitäisi näyttää tai muuttaa,
paina säädintä (4) lyhyesti, jolloin arvo (default) vilkkuu alemmassa näytössä (9).
Aseta arvo säätimellä (4) ja paina säädintä (4) vielä kerran lyhyesti, jonka jälkeen parametri
taas vilkkuu ylemmässä näytössä (2).
Paina vapautuspainiketta (10) valikon lopettamiseksi, jolloin arvot myös tallennetaan.
SUOMI 207
Parametrien asetus oikeutuksilla „Työnjohtaja“:
Paina säädintä (4) pitempään (noin 6 s), jolloin ensin parametri P001 vilkkuu ylemmässä
näytössä (2), sitten „CodE“ ja alemmassa näytössä (9) ensimmäisen kohdan viiva vilkkuu.
Syötä Code säätimellä (4) ja paina sen jälkeen lyhyesti säädintä (4) (Code = 8001 –
ensimmäisellä käytönotolla, parametrilla P100 tämä Code voi muuttaa halutulla tavalla).
Valitse säätimellä (4) haluttu parametri P101 - P114. Jos tätä arvoa pitäisi näyttää tai muuttaa,
paina säädintä (4) lyhyesti, jolloin arvo (default) vilkkuu alemmassa näytössä (9).
Aseta arvo säätimellä (4) ja paina säädintä (4) vielä kerran lyhyesti, jonka jälkeen parametri
taas vilkkuu ylemmässä näytössä (2).
Paina vapautuspainiketta (10) valikon lopettamiseksi, jolloin arvot myös tallennetaan.
Parametrin
Nimitys default Yksikkö min max Oikeutus
nimi
P001 Energiansäästötoiminto aika
99 min 0 99 Hitsaaja
jäljellä
P002* Tehonsäästötoiminto aktiivinen 0 0 3 Hitsaaja
P003 Offset lämpölevyn lämpötila 5 °C -25 25 Hitsaaja
P004 Pmax jyrsittäessä 20 baari 10 50 Hitsaaja
P005 Tavoitepaine 1/10baari Hitsaaja
P006 Tavoitelämpötila 210 °C P103 P104 Hitsaaja
P007 Ajastin T1 asetusarvo 45 s 1 1500 Hitsaaja
P008 Ajastin T4 asetusarvo 6 min 1 99 Hitsaaja
P009 Pstart jyrsittäessä 10 baari 0 P004 Hitsaaja
P101 Poikkeama jälkipumppaukseen 5 % 1 50 Työnjohtaja
P102 Aukiajoaika jyrsinnän jälkeen 10 1/10s 0 100 Työnjohtaja
P103 Asetuslämpötila (min) 160 °C 0 300 Työnjohtaja
P104 Asetuslämpötila (max) 270 °C 0 300 Työnjohtaja
P105 Painikkeiden lukitus (kyllä/ei) 5 s 0 50 Työnjohtaja
P106 Aukiajon paine 135 baari 10 160 Työnjohtaja
P107 Aika ennen äänimerkin
50 1/10s 0 200 Työnjohtaja
antamista
P100 Muuta Code 8001 Työnjohtaja
P002 - Energiansäästötoiminto:
0 - ei mitään,
1 - kun jyrsin on käynnissä, lämpövastus kytketään pois päältä,
2 - kun hydraulimoottori on käynnissä, lämpövastus kytketään pois päältä,
3 - kun t4 on käynnissä, lämpövastus kytketään pois päältä.
3.6 Ajan ja päivämäärän asetus
Sulje ohjelma napauttamalla vasenta yläkulmaa.
SUOMI208
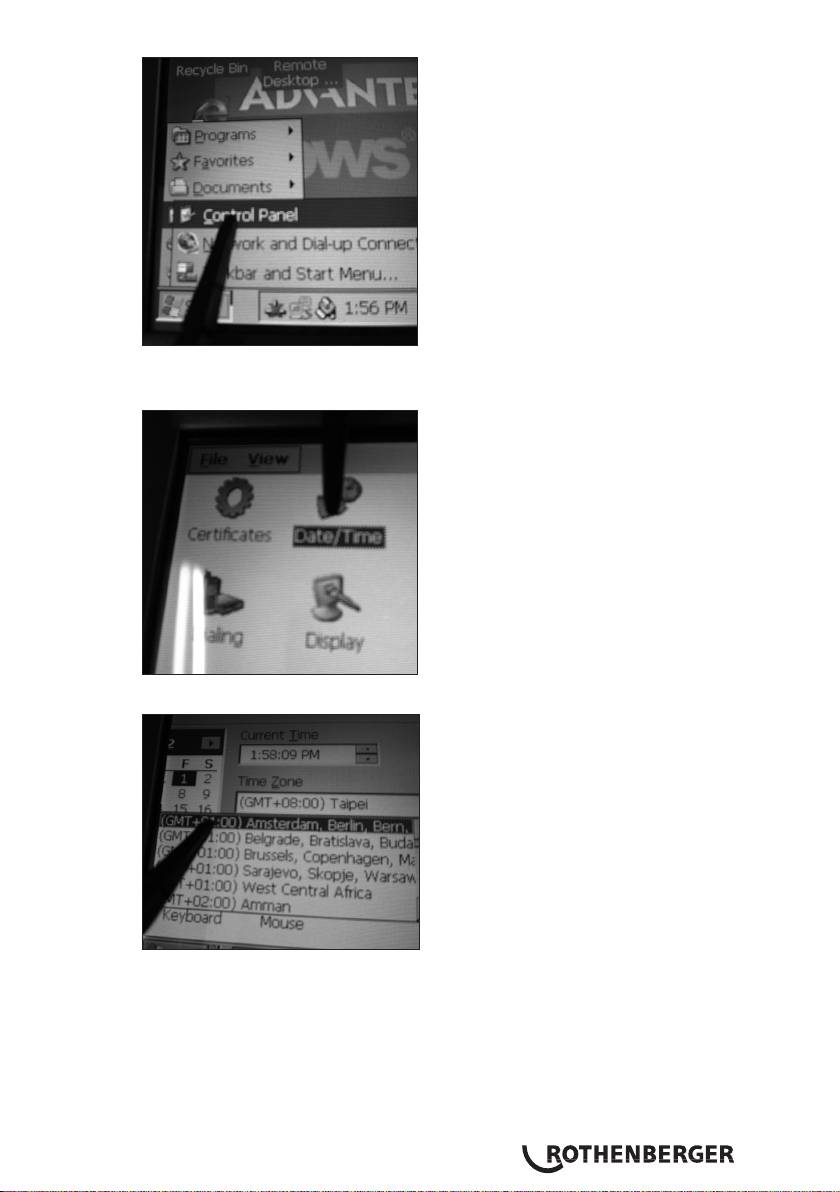
Paina Start, Setting ja sen jälkeen Control Panel.
Käynnistyspalkki on piilotettu ja sitä voidaan tuoda esille painamalla vasenta alakulmaa.
Napauta Date/Time
Avaa syöttökenttä koskettamalla ja siirtämällä Date/Time-palkkia. Valitse sinulle oikea
aikavyöhyke tai anna kellonaika Current Time.
Huomio! Ota AM / PM huomioon! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
SUOMI 209

Vahvista painamalla „Apply“ ja „OK“. Sulje Controlpanel painamalla X.
Paina painikkeet „Start“ ja „Run“.
Syötä esiin tulevalle näppäimistölle reboot ja paina „OK“, jonka jälkeen PC käynnistyy
uudelleen.
3.7 Konfigurointien luominen ja valitseminen
Paina painiketta SETTINGS luodaksesi tai valitaksesi koneelle konfiguroinnin.
SUOMI210
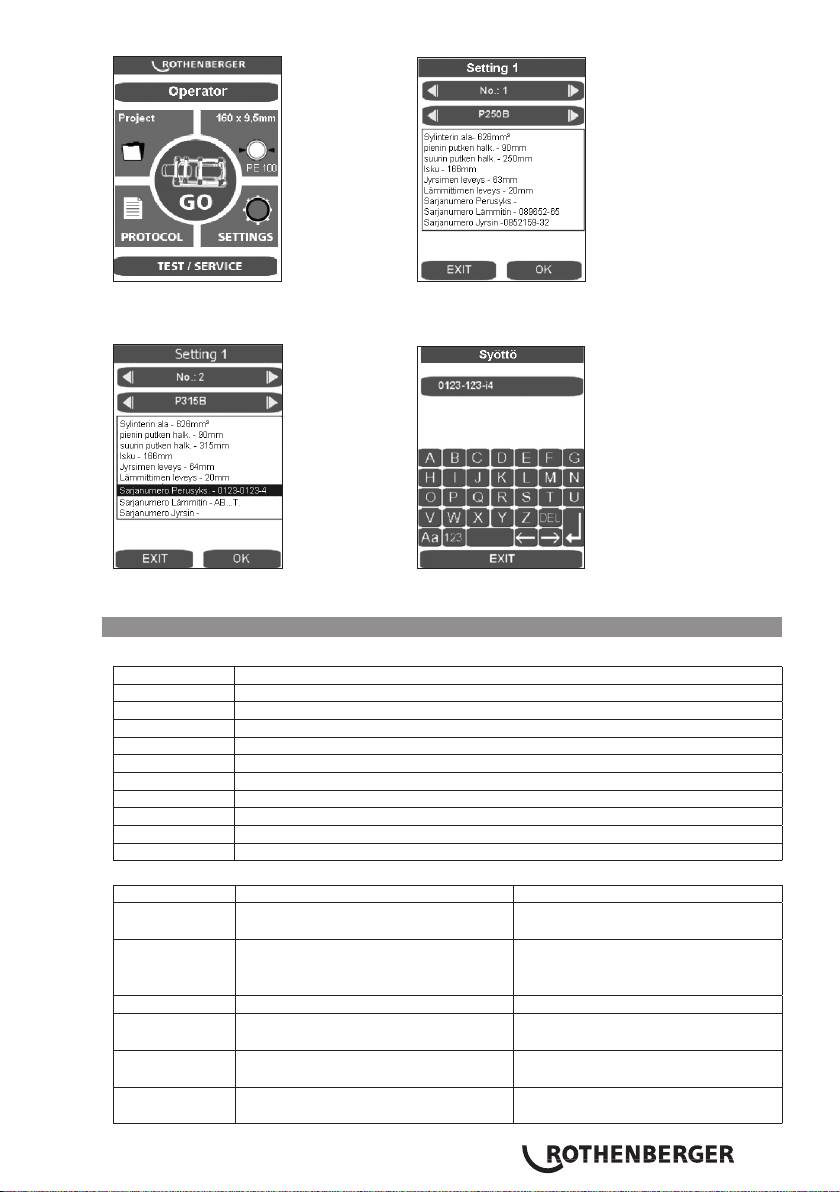
Nuolinäppäimillä haluttu koneen konfigurointi voidaan valita.
Luodaksesi uuden konfiguroinnin, käynnistä nuolinäppäimellä oikealle seuraava numero, esim. 2.
Kun kyseistä näyttökenttää painetaan ilmestyy syöttölomake. Tietoja voi poistaa painamalla DEL ja
sen jälkeen syöttää uusia. Nämä tiedot siirtyvät myöhemmin myös protokollaan.
3.8 Vikailmoituksia
Touch-PC ja protokolla:
Vikailmoitus Nimitys
Code 1 Sulatuspaine liian korkea
Code 2 Sulatuspaine liian alhainen
Code 4 Jälkilämmityspaine liian korkea
Code 64 Muuntoaika liian pitkä
Code 128 Paineennostoaika liian pitkä
Code 256 Hitsauspaine liian korkea
Code 512 Hitsauspaine liian alhainen
Code 2048 Lämpöelementti liian kylmä
Code 4096 Keskeytys käyttäjän toimesta
Code 131072 Lämpöelementti liian kuuma
Ohjaus
Vikailmoitus Nimitys Häiriön poistaminen
SER Huoltopäivämäärä saavutettu,
Suorita huolto
huoltoa pitää suoritta
ERR1 Absoluuttinen paine ei saavuteta Tarkista öljytaso, tarkista
paineanturi, venttiili viallinen,
moottori viallinen
PE-2 Paineanturi -24V virheellinen Vaihda paineanturi
ERR5 Öljyn lämpötila 70°C – Seis! Odota kunnes öljyn lämpötila on
alle 50°C
HE-1 Lämpöelementti ei ole liitetty,
Vaihda anturi
anturikatkos
HE-0 Lämpöelementti liian kuuma Mittaa lämpötila, takista säädöt,
vaihda anturi
SUOMI 211
HE-2 Lämpöelementti liian kylmä Mittaa lämpötila, takista säädöt,
vaihda anturi
4 Hoito ja huolto
Koneen toimivuuden säilyttämiseksi täytyy huomioida seuraavat seikat:
• Ohjauskiskot on pidettävä puhtaina. Jos niiden pinta on vahingoittunut ohjauskiskoja täytyy
vaihtaa, koska tämä mahdollisesi voi johtaa paineen vähenemiseen.
• Virheettömän hitsausjäljen saavuttamiseksi, lämpöelementtiä täytyy ehdottomasti pitää
puhtaana. Jos pinnassa on vaurioita, täytyy uusia lämpöelementin pinnoitus tai vaihtaa sitä
uuteen. Materiaalijäämiä lämpöpeilillä huonontavat tarttumattomuusominaisuudet ja niitä
pitäisi poistaa kuiduttomalla paperilla ja etanolilla (kun lämpöelementti on kylmä).
• Hydrauliikkaöljy (HLP – 46, Art. Nr.: 53649) täytyy vaihtaa 12 kuukauden välein.
• Toimintahäiriöiden välttämiseksi täytyy säännöllisesti tarkistaa että hydrauliikkayksikkö on
tiivis, että sen ruuvikiinnitykset ovat kunnolla kiinni ja että sähkökaapeli on kunnossa.
• Hydrauliset pikaliittimet hydrauliikkayksiköllä ja letkuilla täytyy suojata lialta. Jos ne likaantuva
liittimiä täytyy puhdistaa ennen liittämistä.
• Jyrsinyksikkö on varustettu kahdella molemmanpuoleisesti teroitetuilla veitsillä. Jos
leikkausteho vähenee veitset voi kääntää tai vaihtaa uusiin.
• Täytyy aina pitää huolen siitä, että työstettävät putket tai työkappaleiden päädyt, varsinkin
niiden päätypinnat ovat puhtaita, koska veitsien käyttöaika vähenee muussa tapauksessa.
DVS 2208 -ohjeen mukaisesti valmistaja tai valmistajan valtuuttama huoltoliike
täytyy suorittaa vuotuinen hitsauslaitteen tarkistus. Jos koneen kuormitus on
keskimääräistä suurempi, tarkistusvälejä tulisi lyhentää.
4.1 Kone- ja työkaluhoito
(Huomioi huolto-ohjeet kohdassa 4!)
Terävillä ja puhtailla työkaluilla saadaan paremmat työtulokset aikaan ja ne ovat turvallisempia.
Vaihda viipymättä tylsiä, rikkinäisiä tai puuttuvia osia uusiin. Tarkista että lisälaite on turvallisesti
yhdistetty koneeseen.
Käytä ainoastaan alkuperäisiä osia huoltotöissä. Vain ammattitaitoinen henkilökunta saa suorittaa
korjaustöitä koneella.
Irrota kone sähköverkosta jos sitä ei käytetä, kun sitä hoidetaan ja huolletaan ja ennen kuin osia
vaihdetaan.
Ennen kuin konetta kytketään sähköverkkoon uudestaan täytyy varmistaa, että kone ja lisälaitteet
ovat pois päältä.
Jos käytetään jatkojohtoja, täytyy tarkistaa näiden turvallisuus ja toiminta. Vain ulkokäyttöön
hyväksyttyjä kaapeleita saa käyttää.
Työkaluja ja koneita ei saa käyttää jos kuoret tai käsinojat, varsinkin muovisia sellaisia, ovat
haljenneet tai irti.
Lika ja kosteus sellaisissa halkeamissa johtaa sähkövirtaa. Tämä voi johtaa sähköiskuun, mikäli
koneen tai työkalun eristyksessä on vika.
Huomautus: Viittaamme edelleen määräyksiin onnettomuuksien ennaltaehkäisemiseksi.
5 Tarvikkeet
Sopivat tarvikkeet ja tilauskaavake löytyvät sivulta 361.
6 Kierrätys
Koneessa on osia, jotka voidaan toimittaa uusiokäyttöön. Tätä varten on hyväksynnän
ja sertifikaatin saaneita kierrätysyrityksiä. Uusiokäyttöön soveltumattomien osien (esim.
elektroniikkaromu) ympäristöystävällisistä jätehuoltomahdollisuuksista saat tietoa paikallisilta
jätehuoltoviranomaisilta.
Koskee vain EU-maita:
Älä heitä sähkötyökaluja sekajätteisiin! Eurooppalaisen sähkö- ja elektroniikkaromusta
annetun direktiivin 2012/19/EY ja sen voimaansaattavien kansallisten säädösten mukaisesti
tulee käytöstä poistetut sähkötyökalut kerätä erikseen uudelleenkäyttöä varten.
SUOMI212
Spis treści Strona
1 Wskazówki dotyczące bezpieczeństwa 214
1.1 Wskazówki dotyczące bezpieczeństwa 214
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń 214
2 Dane techniczne, patrz zeszyt „dane techniczne”
3 Funkcjonowanie urządzenia 216
3.1 Opis urządzenia 216
3.1.1 Maszyna podstawowa (vyobr. A) 216
3.1.2 Agregat hydrauliczny (vyobr. B) 216
3.2 Instrukcja obsługi 217
3.2.1 Rozruch 217
3.2.2 Przygotowania do przeprowadzenia zgrzewania 220
3.2.3 Proces zgrzewania 224
3.2.4 Wyłączenie maszyny 228
3.3 Ogólne wymagania 228
3.4 Ważne wskazówki dotyczące parametrów zgrzewania 228
3.5 Ustawianie parametrów 228
3.6 Ustawianie daty i godzony 230
3.7 Tworzenie i wybieranie konguracji maszyny 232
3.8 Komunikaty o błędach 232
4 Utrzymywanie w dobrym stanie i konserwacja 233
4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie 234
5 Dodatkowe wyposażenie 234
6 Utylizacja 234
Oznakowanie w tym dokumencie:
Niebezpieczeństwo!
Ten znak ostrzega przed zagrożeniem dla ludzi.
Uwaga!
Ten znak ostrzega przed możliwością powstania zagrożenia dla dóbr mate-
rialnych i środowiska naturalnego.
Wezwanie do działania
POLSKI 213
1 Wskazówki dotyczące bezpieczeństwa
1.1 Wskazówki dotyczące bezpieczeństwa
Urządzenia ROWELD P250-630/8-24B Plus Premium należy stosować wyłącznie do zgrze-
wania rur PE, PP i PVDF zgodnie z danymi technicznymi.
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń
UWAGA! Podczas użytkowania elektronarzędzi należy, w celu ochrony przed
porażeniem elektrycznym, odniesieniem obrażeń i niebezpieczeństwem spowodowa-
nia pożaru, należy przestrzegać następujących środków bezpieczeństwa.
Przed przystąpieniem do pracy z elektronarzędziami przeczytać wszystkie
zamieszczone tu wskazówki i przetrzymywać instrukcję ze wskazówkami
bezpieczeństwa w bezpiecznym miejscu.
Konserwacja i utrzymanie w dobrym stanie:
1 Regularne czyszczenie, konserwacja i smarowanie. Zawsze przed przystąpieniem do
ustawiania, prac związanych z utrzymaniem w dobrym stanie lub naprawą wyjmij wtyczkę
z gniazdka sieciowego.
2 Naprawę urządzenia powierzać wyłącznie wykwalikowanemu personelowi, a także
do napraw stosować wyłącznie oryginalne części zamienne. W ten sposób można
zapewnić bezpieczeństwo urządzenia.
Bezpieczna praca:
1 Utrzymuj porządek w miejscu pracy. Brak porządku w miejscu pracy może doprowadzić
do wypadków.
2 Zwracaj uwagę na warunki otoczenia. Nie wystawiaj elektronarzędzi na deszcz. Nie
używaj elektronarzędzi w wilgotnym lub mokrym otoczeniu. Zadbaj o dobre oświetlenie w
miejscu pracy. Nie używaj elektronarzędzi gdy występuje zagrożenie wybuchu pożaru lub
eksplozji.
3 Chroń się przed porażeniem prądem elektrycznym. Unikaj kontaktu z uziemionymi
elementami (np. rurami, wentylatorami, piecykami elektrycznymi, urządzeniami
chłodniczymi).
4 Trzymaj z dala inne osoby. Nie zezwalaj na dotykanie elektronarzędzi przez inne osoby,
w szczególności dzieci. Nie dopuszczaj innych osób, w tym dzieci, do obszaru pracy.
5 Nieużywane elektronarzędzia przechowuj w bezpiecznym miejscu. Nieużywane
elektronarzędzia należy przechowywać w suchym, wysoko rozmieszczonym lub
zamkniętym miejscu, z dala od zasięgu dzieci.
6 Nie przeciążaj elektronarzędzi. Pracują one lepiej i bezpiecznie w podanym zakresie
mocy.
7 Używaj właściwych elektronarzędzi do właściwych prac. Nie używaj zbyt słabych
maszyn do trudnych prac. Nie używaj elektronarzędzi do celów, do których nie zostały
one przewidziane. Nie używaj np. ręcznej piły tarczowej do cięcia gałęzi drzew lub drewna
kominkowego.
8 Zakładaj odpowiednią odzież. Nie zakładaj szerokiej odzieży ani biżuterii, gdyż elementy
te mogłyby zostać wciągnięte przez ruchome części. Do prac na wolnym powietrzu zaleca
się zakładanie antypoślizgowego obuwia. Długi włosy zakrywaj specjalną siatką.
9 Korzystaj z wyposażenia ochronnego. Zakładaj okulary ochronne. W pracach
wiążących się z silnym zapyleniem używaj maski oddechowej.
10 Podłącz urządzenie do odsysania pyłu. W razie dostępnych przyłączy do odsysania
pyłu i elementów wyłapujących, sprawdź, czy elementy to zostały podłączone i są
prawidłowo używane.
POLSKI214

11 Nie używaj kabla do celów, do których nie został on przewidziany. Nie ciągnij za
kabel przy wyjmowaniu wtyczki z gniazdka sieciowego. Chroń kabel przed wysokimi
temperaturami, kontaktem z olejem i ostrymi krawędziami.
12 Zabezpiecz przedmiot obrabiany. Użyj urządzeń mocujących lub imadła do
unieruchomienia przedmiotu obrabianego. W ten sposób przedmiot będzie pewniej
przytrzymywany, niż w ręku.
13 Unikaj pracy w nienaturalnej postawie ciała. Podczas pracy stale utrzymuj stabilność i
równowagę.
14 Dbaj o narzędzia. Narzędzia do cięcia powinny być zawsze naostrzone i czyste, co
zagwarantuje ich skuteczniejsze działanie. Przestrzegaj wskazówek dotyczących
smarowania i zmiany narzędzia. Regularnie sprawdzaj stan przewodu przyłączeniowego
elektronarzędzia i w razie jego uszkodzenia zwróć się do autoryzowanego punktu
serwisowego. Regularnie sprawdzaj stan przedłużaczy i w razie uszkodzenia wymień je.
Uchwyty narzędzie muszą być suche, czyste i wolne od smaru i oleju.
15 Wyjmij wtyczkę z gniazdka sieciowego. Gdy nie używasz elektronarzędzia, przed
przystąpieniem do konserwacji i zmiany narzędzi, np. tarczy pilarskiej, wiertła, frezu.
16 Nie zostawiaj założonych kluczy narzędziowych. Przed włączeniem sprawdź, czy klucz
i narzędzie nastawcze zostały zdjęte.
17 Unikaj przypadkowego rozruchu urządzenia. Włącznik przy wkładaniu wtyczki do
gniazdka sieciowego musi być wyłączony.
18 Używaj przedłużaczy przystosowanych do pracy na zewnątrz pomieszczeń. W pracy
na zewnątrz pomieszczeń używaj wyłącznie przystosowanych do tego i odpowiednio
oznakowanych przedłużaczy.
19 Zachowaj ostrożność. Zwracaj uwagę na to, co robisz. Zachowaj rozsądek w pracy. Nie
używaj elektronarzędzia, gdy nie możesz się skoncentrować na pracy.
20 Sprawdź, czy urządzenie nie uległo ewentualnym uszkodzeniom. Przed
przystąpieniem do dalszego użytkowania elektronarzędzia należy sprawdzić, czy
urządzenia ochronne lub nieznacznie uszkodzone elementy zapewniają prawidłowe
działanie. Sprawdź, czy ruchome elementy prawidłowo działają, nie blokują się i nie uległy
uszkodzeniu. Wszystkie części muszą być prawidłowo zamontowane i wszystkie warunki
spełnione, w celu zagwarantowania prawidłowego działania elektronarzędzia.
Uszkodzone urządzenia ochronne i części należy przekazać do naprawy lub wymiany
autoryzowanemu punktowi serwisowemu, o ile nie podano inaczej w instrukcji
użytkowania. Uszkodzone włączniki należy wymieniać w warsztacie klienta.
Nie używaj elektronarzędzi, w których nie można włączać i wyłączać włącznika.
21 Uwaga. Używanie innych narzędzi roboczych i innych akcesoriów może stwarzać
niebezpieczeństwo odniesienia obrażeń.
22 Uszkodzone elektronarzędzie przekaż do naprawy wykwalikowanemu elektrykowi.
Niniejsze elektronarzędzie odpowiada obowiązującym przepisom bezpieczeństwa.
Naprawy mogą być wykonywane wyłącznie przez elektryka z zastosowaniem
oryginalnych części zamiennych; w przeciwnym wypadku użytkownik może być narażony
na niebezpieczeństwo wypadku.
2 Dane techniczne, patrz zeszyt „dane techniczne”
POLSKI 215
3 Funkcjonowanie urządzenia
3.1 Opis urządzenia
ROWELD P250-630/8-12B Plus Premium to kompaktowe i przenośne zgrzewarki doczołowe
wyposażone w element grzejny oraz moduł rejestrujący, pozwalający na przechowywanie
parametrów zgrzewania zgodnie z wytycznymi DVS, przenoszenie protokołów przez złącze USB. Te
zgrzewarki są specjalnie zaprojektowane do pracy na placu budowy, a w szczególności w wykopach
do rurociągów. Możliwe jest rownież używanie tych maszyn w warsztatach.
Dzięki wielostronności zgrzewarki doczołowej „Typ ROWELD“ wykonane mogą zostać w każdych
warunkach użytkowania następujące połączenia zgrzewane rur PE, PP i PVDF o przekrojach od 90
do 630 mm/5” do 4”:
I. Rura - Rura
II. Rura - łuk rurowy
III. Rura - trójnik
IV. Rura - kołnierz wpawany
Głównymi grupami składowymi maszyny są:
maszyny podstawowej, wkładów redukujących, agregatu hydraulicznego z modułem rejestrującym,
głowicy frezującej, elementu grzewczego oraz skrzyni do przechowywania osprzętu.
Podczas zgrzewania kołnierzy wpawanych należy używać czteroszczękowej tarczy mocującej, którą
można nabyć jako osprzęt.
ROWELD P250/8B: Podczas zgrzewania łuków rurowych o wąskim promieniu przy maksymalnej
średnicy zgrzewania przez maszynę, należy użyć dostępnego jako osprzęt górnego skośnego
zacisku.
ROWELD P500-630/18-24B Plus: Do wyjęcia bądź włożenia freza i elementu grzewczego można
użyć elektrycznego urządzenia wydźwigowego, które jest do nabycia jako osprzęt.
3.1.1 Maszyna podstawowa (vyobr. A)
wkładka odległościowa z nacięciami
1 Ruchome elementy mocujące 3
blokującymi
2 Przesuwalny element mocujący 4 Wyciągacz elementu grzewczego
3.1.2 Agregat hydrauliczny (vyobr. B)
1 Przycisk automatyki 12 Przycisk Timer (czas)
2 Wskaźnik ciśnienia 13 Gniazdo do podłączania urządzenia do
frezowania
3 Przycisk spuszczania ciśnienia 14 Złączka szybkozłącza
4 Pokrętło 15 Wtyczka szybkozłącza
5 Przycisk frezowania 16 Złącze wtykowe elementu grzejnego
6 Przycisk włącznika 17 Wtyczka sieciowa
7 Przycisk grzania 18 Wyłącznik awaryjny
8 "Rozsuwanie" maszyny 19 Komputer dotykowy
9 Wskaźnik temperatury i czasu 20 Wlew oleju z prętowym wskaźnikiem poziomu
10 Przycisk zatwierdzania 21 Złącze USB
11 "Zsuwanie" maszyny
Agregat hydrauliczny umożliwia obsługę funkcji zgrzewarki oznaczonych następującymi symbolami:
Przycisk włączania i wyłączania agregatu hydraulicznego
Włączyć element grzejny, naciskając przycisk grzania. Ustawić żądaną
temperaturę elementu grzejnego, naciskając przycisk grzania i obracając
pokrętłem. Wybrana wartość zostanie wyświetlona na wskaźniku temperatu-
ry, po czym wyświetli się z powrotem bieżąca wartość rzeczywista.
POLSKI216
Przy pomocy pokrętła ustawić ciśnienie do frezowania, dopasowywania,
rozgrzewania i łączenia; wartość zostanie pokazana na wskaźniku
ciśnienia. 3 sekundy po zmianie ustawień wyświetlona zostanie wartość
rzeczywista. Parametry robocze wyświetla się i reguluje poprzez
naciśnięcie pokrętła
.
Aby zsunąć łączone elementy, nacisnąć przycisk zatwierdzania i przycisk
„zsuwania“ maszyny.
Przycisk do zwalniania ciśnienia
Aby oddalić od siebie elementy mocujące, nacisnąć przycisk zatwierdzania
i przycisk „rozsuwania“ maszyny.
Nacisnąć przycisk zatwierdzania i przycisk frezowania, aby włączyć gniazdo do
podłączania urządzenia do frezowania. Ciśnienie zostanie automatycznie ustawione
na 10 barów i można je zwiększyć do maksymalnie 20 barów przy pomocy pokrętła.
(W szczególnych przypadkach, np. nachylenia, zmieniając P004 można ustawić
maksymalnie 50 barów)
Włączyć timer, naciskając raz przycisk. Naciskając przycisk i obracając
pokrętłem, można ustawić czas t1 w sekundach. Dłuższe naciśnięcie
przycisku powoduje przełączenie na t4. Naciskając przycisk i obracając
pokrętłem, można ustawić czas t4 w minutach. Krótkie naciśnięcie przy-
cisku timera, kiedy wskaźnik timera t1 lub t2 świeci się, powoduje ręczne
uruchomienie timera.
Naciśnięcie przycisku automatyki powoduje monitorowanie i ewentualne
dostosowanie ustawionego ciśnienia podczas nadgrzewania (timer t1 aktywny) oraz
procesu zgrzewania (timer t4 aktywny)
.
Przycisk zwalniający do potwierdzania parametrów roboczych
3.2 Instrukcja obsługi
Zgrzewarka może być obsługiwana tylko przez upoważniony do tego i dostatecznie
wykwalikowany fachowy personel zgodnie z przepisami DVS 2212 część 1!
Maszyna może być używana tylko przez autoryzowany i wykwalikowany personel
obsługujący!
3.2.1 Rozruch
Przed uruchomieniem zgrzewarki doczołowej należy dokładnie przeczytać
instrukcję obsługi!
Nie używać elementu grzewczego w otoczeniu wybuchowym i nie stykać z
łatwopalnymi materiałami.
Zachować bezpieczny odstęp od maszyny i nie sięgać do maszyny. Inne osoby
muszą znajdować się z dala od obszaru pracy maszyny.
Przed każdym użyciem należy sprawdzać poziom oleju. Poziom oleju musi
znajdować się pomiędzy oznaczeniem minimalnego poziomu a oznaczeniem
maksymalnego poziomu korka (20) wlewu z prętowym wskaźnikiem poziomu. W
razie potrzeby uzupełnić olejem hydraulicznym HLP 46.
Agregat hydrauliczny należy transportować, stawiać i używać tylko poziomo. W
przypadku odchylenia od poziomu olej będzie wypływać przez korek
odpowietrzajacy i korek wlewu z prętowym wskaźnikiem poziomu.
POLSKI 217
W przypadku zagrożenia nacisnąć przycisk zatrzymania awaryjnego (18). Przed
każdym użyciem sprawdzić, czy przycisk zatrzymania awaryjnego nie jest
wyłączony!
Podłączyć oba węże hydrauliczne maszyny głównej do agregatu hydraulicznego przy
pomocy szybkozłącza (14,15) .
Szybkozłącza należy chronić. Nieszczelne złącza należy natychmiast wymienić!
Podłączyć wtyczkę sieciową urządzenia do frezowania do gniazda (13) i podłączyć
wtyczkę elementu grzejnego do złącza wtykowego (16).
Podłączyć wtyczkę sieciową agregatu hydraulicznego (17) do zasilania, zgodnie z danymi
podanymi na tabliczce znamionowej. Jeśli ekran startowy się nie pojawi, odblokować
przycisk awaryjnego zatrzymania. Włączy się sygnał dźwiękowy, a na ekranie (2) pojawi
się kropka.
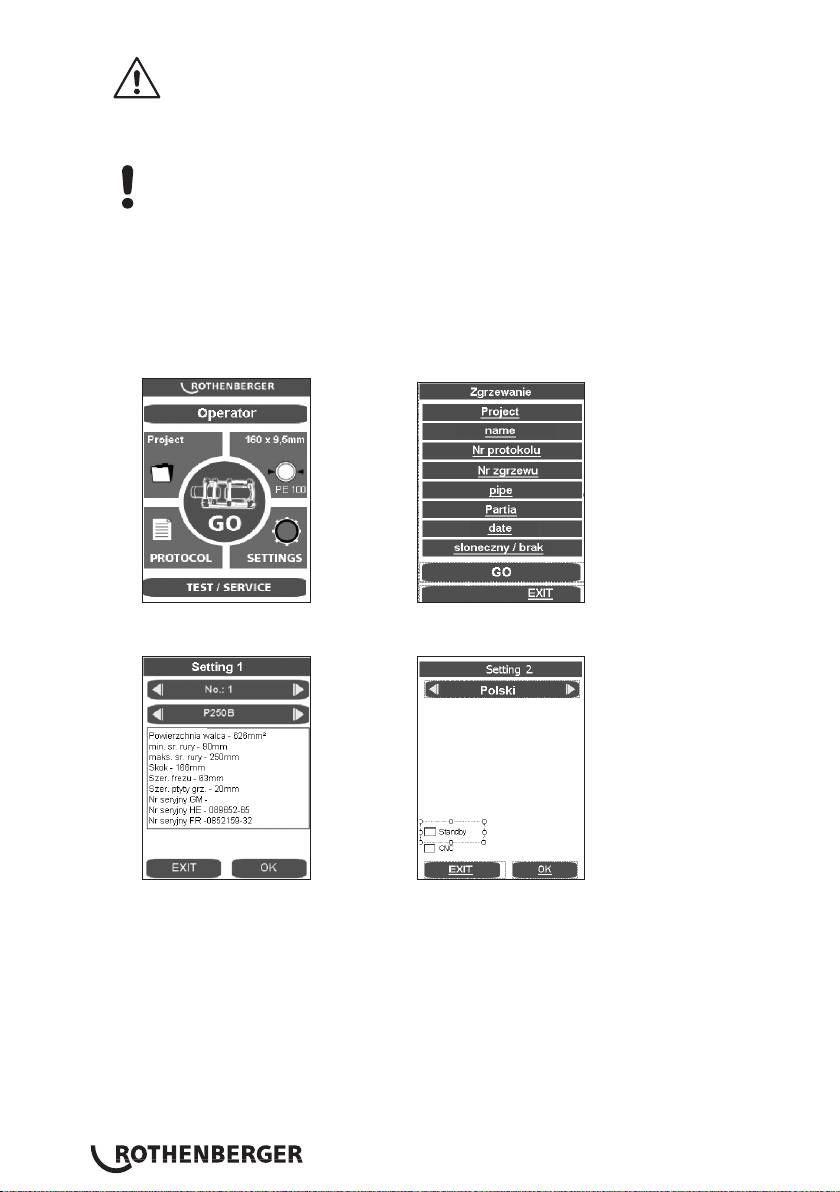
Przy pierwszym uruchomieniu sprawdzić datę i godzinę. W tym celu nacisnąć przycisk
GO. (Aby zmienić, patrz punkt 3.6) . Aby zamknąć menu, nacisnąć EXIT.
Przy pierwszym uruchomieniu ustawić język; domyślnie ustawiony jest język niemiecki.
Aby zmienić, nacisnąć Settings i przełączyć na Setting 2 przy pomocy OK.
Wybrać żądany język przyciskami strzałek i potwierdzić wybór przy pomocy OK. Po
pierwszym zgrzewaniu wybrany język zostanie zapisany.
Ekran można przełączyć w tryb gotowości, przy czym wygaszacz ekranu włączy się, kiedy
hydraulika zostanie wyłączona przyciskiem (6).
Włączyć agregat hydrauliczny (nacisnąć przycisk (6) ).
Po włączeniu element grzejny nagrzewa się.
Na ekranie (9) pokaże się bieżąca temperatura. Regulacja jest aktywna, kiedy na ekranie
świeci kropka. Po osiągnięciu ustawionej temperatury zaświecą obie diody LED (actual
i set) (rzeczywista i ustawiona). Po kolejnych 10 minutach element grzejny jest gotowy do
pracy. Kontrolować temperaturę przy pomocy miernika temperatury.
POLSKI218
